Recover high-purity, including foodgrade, CO2 from oxygen-containing gases such as boiler flue gases, gas turbine exhausts and waste gases using Kerr-McGee/ABB Lummus Global absorption/stripping technology.
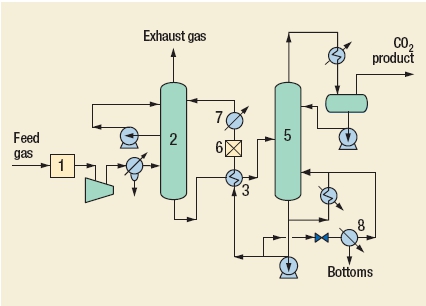
CO2-containing feed gases are first cooled and scrubbed (1), if necessary, to reduce SO2 levels. The gases are boosted slightly in pressure before entering the recovery system.
The system is based on absorption/stripping using a monoethanolamine (MEA) solution. Feed gases are sent to an amine absorber (2) where they are scrubbed with MEA to recover CO2. The scrubbed gases are vented to the atmosphere after water washing in the absorber’s top to minimize MEA losses. Rich solution from the MEA absorber is preheated in an exchanger (3), flashed and sent to a stripper (5) where CO2 is recovered overhead. Condensate from the stripper overhead is returned to the system.
Lean MEA from the stripper (5) is cooled (3, 7), filtered (6) and returned to the absorber. Periodically, a batch reclaiming operation (8) is conducted to purge MEA degradation products and to recover MEA by decomposing heat-stable salts.
CO2 recovered from the stripper overhead may be compressed and used as a vapor product, or dried and liquefied using a standard ammonia refrigeration system to produce a liquid product.
Operating conditions: Operating units have exhibited availability factors in excess of 98%. Absorption and stripping operations take place at slightly above atmospheric pressure. Moderate levels of SO2 and NOx in the feed are acceptable. SO2 prescrubbing is required only with SO2 levels higher than 25 ppmv.
Licensors: Randall Gas Technologies, ABB Lummus Global Inc.