To produce ammonia from natural gas, LNG, LPG or naphtha. Other hydrocarbons—coal, oil, residues or methanol purge gas are possible feedstocks with an adapted front-end. The process uses conventional steam reforming synthesis gas generation (front-end) and an ammonia synthesis loop. It is optimized with respect to low energy consumption and maximum reliability. The largest single-train plant built by Uhde with a conventional synthesis has a nameplate capacity of 2,200 metric tons per day. For higher capacities refer to Uhde Dual Pressure Process.
The feedstock (natural gas as an example) is desulfurized, mixed with steam and converted into synthesis gas over nickel catalyst at approximately 40 bar and 800°C to 850°C in the primary reformer. The Uhde steam reformer is a top-fired reformer with tubes made of centrifugal high alloy steel and a proprietary “cold outlet manifold” system, which enhances reliability.
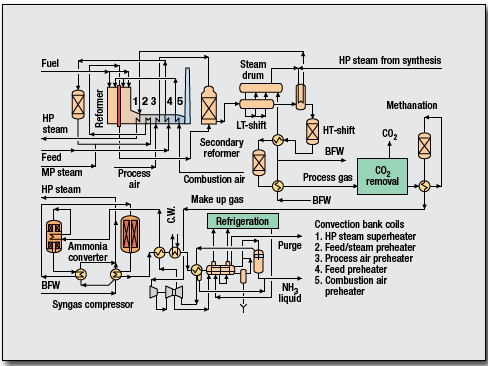
In the secondary reformer, process air is admitted to the syngas via a special nozzle system arranged at the circumference of the secondary reformer head that provides a perfect mixture of air and gas. Subsequent high-pressure (HP) steam generation and superheating guarantee maximum process heat usage to achieve an optimized energy efficient process. CO is converted to CO2 in the HT and LT shift over standard catalysts. CO2 is removed in a scrubbing unit, which is normally either the BASFaMDEA or the UOP-Benfield process. Remaining carbon oxides are reconverted to methane in the catalytic methanation to trace ppm levels.
The ammonia synthesis loop uses two ammonia converters with three catalyst beds. Waste heat is used for high-pressure steam generation downstream the second and third bed. Waste-heat steam generators with integrated boiler feedwater preheater are supplied with a special cooled tubesheet to minimize skin temperatures and material stresses. The converters themselves have radial catalyst beds with standard small grain iron catalyst. The radial flow concept minimizes pressure drop in the synthesis loop and allows maximum ammonia conversion rates.
Liquid ammonia is separated by condensation from the synthesis loop and is either subcooled and routed to storage, or conveyed at moderate temperature to subsequent consumers.
Ammonia flash and purge gases are treated in a scrubbing system and a hydrogen recovery unit (not shown), and the remains are used as fuel.
Licensor: Uhde GmbH