Recover elemental sulfur from acid-gas streams that contain hydrogen sulfide (H2S), or treat Claus tail gas for additional sulfur recovery. CBA beds can be retrofitted in existing units to increase the sulfur recovery.
Product: Bright yellow, commercial grade sulfur. Tailgas leaving the CBA reactor is normally routed to the incinerator and thermally oxidized.
The CBA is a dry-bed catalytic process which extends and enhances the characteristics of the Claus reaction in two ways:
• Operating the CBA reactors near the sulfur dew point extends the Claus reaction equilibrium and can achieve higher sulfur conversion
• Using the catalyst as an in-situ capture point for the produced sulfur drives the reaction to completion.
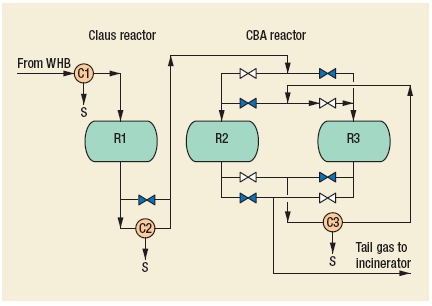
A common flowsheet involves two CBA reactors, operating cyclically, downstream of a Claus converter.
Gas leaving the sulfur condenser is fed directly to a CBA reactor on adsorption duty. The formed sulfur is adsorbed on the catalyst bed. The bed on regeneration duty is heated by diverting some hot gas from the Claus reactor to drive off and recover the sulfur. This regeneration gas stream is re-combined with the main process gas for treatment in the adsorption bed. Effluent gas from the plant may be sent to a thermal oxidizer. Other flowsheet configurations may also be used, where required, to meet specific sulfur recovery or retrofit objectives.
Operating conditions: The temperature in the CBA reactor can vary from 120°C to 150°C during the adsorption cycle and 300°C to 350°C during regeneration. The total pressure drop of the CBA section is around 0.1–0.15 bar. Sulfur recovery can be over 99%.
Materials of construction: Mainly carbon steel. CBA reactors can be either aluminized or refractorylined carbon steel. Cyclic valves should be constructed of SS 316.
Licensor: BP AMOCO through SIIRTEC NIGI