To produce ammonia from hydrocarbon feedstocks using a high-pressure (HP) heat exchange-based steam reforming process integrated with cryogenic purification of syngas.
The key steps in the PURIFIERplus process are reforming using the KBR reforming exchanger system (KRES) with excess air, cryogenic purification of the synthesis gas and synthesis of ammonia over magnetite catalyst in a horizontal converter.
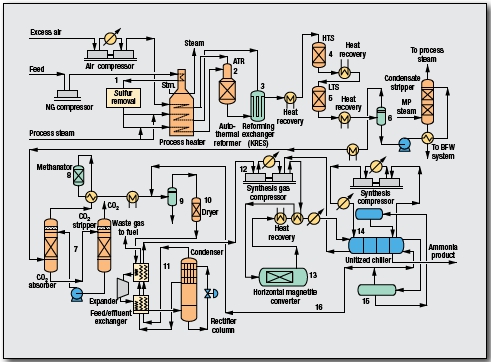
Following sulfur removal (1), the feed is mixed with steam, heated and split into two streams. One stream flows to the autothermal reformer (ATR) (2) and the other to the tube side of the reforming exchanger (3), which operates in parallel with the ATR. Both convert the hydrocarbon feed into raw synthesis gas using a conventional nickel catalyst.
In the ATR, feed is partially combusted with excess air to supply the heat needed to reform the remaining hydrocarbon feed. The hot autothermal reformer effluent is fed to the shell side of the KRES reforming exchanger, where it combines with the reformed gas exiting the catalyst-packed tubes. The combined stream flows across the shell side of the reforming exchanger where it supplies heat to the reforming reaction inside the tubes.
Shell-side effluent from the reforming exchanger is cooled in a waste-heat boiler, where HP steam is generated, and then flows to the CO shift converters containing two catalyst types: one (4) is a high temperature catalyst and the other (5) is a low-temperature catalyst.
Shift reactor effluent is cooled, condensed water is separated (6) and then routed to the gas purification section. CO2 is removed from synthesis gas using a wet-CO2 scrubbing system such as hot potassium carbonate or MDEA (methyl diethanolamine) (7).
Following CO2 removal, residual carbon oxides are converted to methane in the methanator (8). Methanator effluent is cooled, and water is separated (9) before the raw gas is dried (10). Dried synthesis gas flows to the cryogenic purifier (11), where it is cooled by feed/effluent heat exchange and fed to a rectifier. The syngas is purified in the rectifier column, producing a column overhead that is essentially a 75:25 ratio of hydrogen and nitrogen. The column bottoms is a waste gas that contains unconverted methane from the reforming section, excess nitrogen and argon. Both overhead and bottoms are re-heated in the feed/effluent exchanger. The waste gas stream is used to regenerate the dryers, and then it is burned as fuel in the primary reformer. A small, low-speed expander provides the net refrigeration.
The purified syngas is compressed in the syngas compressor (12), mixed with the loop-cycle stream and fed to the horizontal converter (13). Converter effluent is cooled and then chilled by ammonia refrigeration in a unitized chiller (14). Ammonia product is separated (15) from unreacted syngas. Unreacted syngas is recycled back to the syngas compressor. A small purge is scrubbed with water (16) and recycled to the dryers.
Licensor: Kellogg Brown & Root, LLC